













































Pipa welded atau pipa las adalah tulang punggung dari banyak infrastruktur modern, mulai dari saluran air hingga jaringan pipa industri. Berbeda dengan “saudaranya”, pipa seamless (tanpa sambungan), pipa welded dibuat dengan menyatukan lembaran atau strip baja melalui proses pengelasan. Hasilnya adalah solusi perpipaan yang kuat, serbaguna, dan yang terpenting, lebih ekonomis.
Namun, pernahkah Anda bertanya-tanya bagaimana sebuah lembaran baja datar dapat berubah menjadi pipa silinder yang kokoh? Prosesnya melibatkan teknologi pengelasan canggih yang masing-masing memiliki karakteristik dan keunggulannya sendiri. Oleh karena itu, mari kita telusuri perjalanan pembuatannya dan bedah teknologi di balik setiap sambungan lasnya.
Prinsip Dasar: Dua Langkah Utama
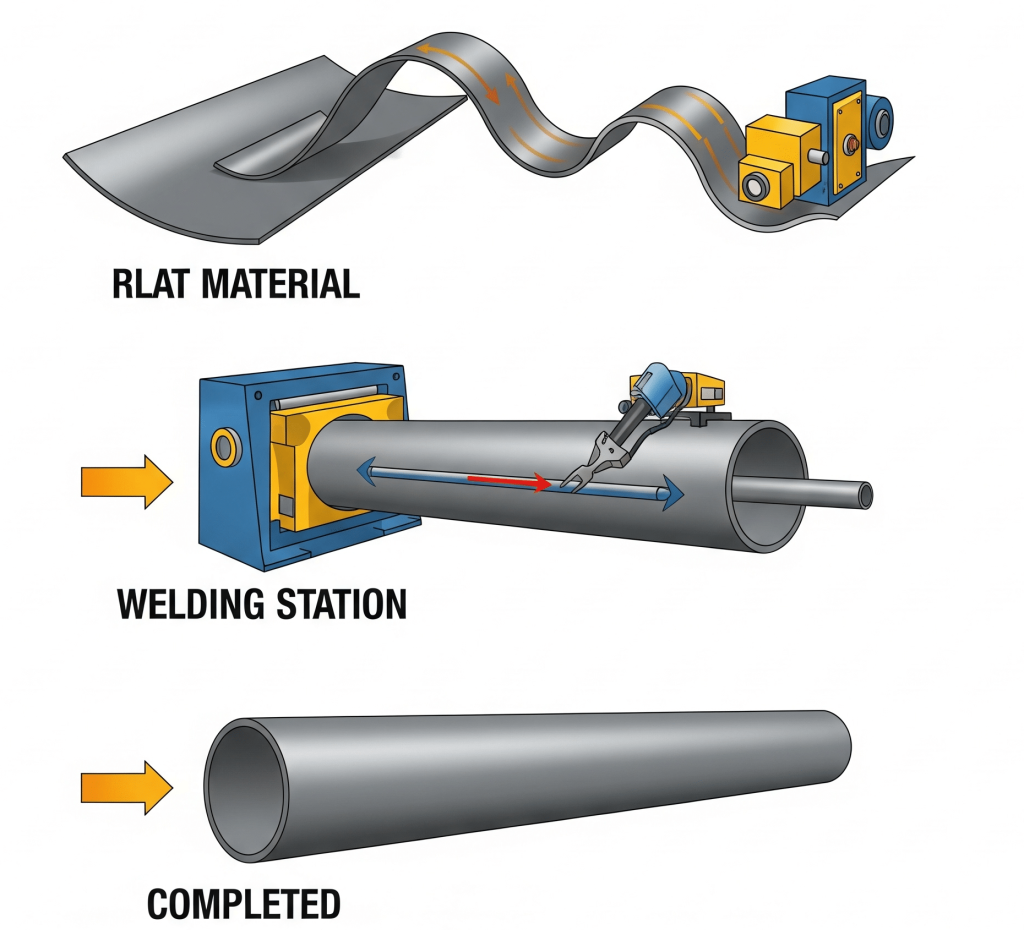
Secara umum, semua proses pembuatan pipa welded melalui dua langkah fundamental:
- Pembentukan (Forming): Lembaran baja datar (plate/strip) dimasukkan ke dalam serangkaian mesin roll. Mesin-mesin ini secara bertahap menekuk dan membentuk lembaran tersebut menjadi bentuk silinder yang terbuka di salah satu sisinya.
- Penyambungan (Welding): Di sinilah keajaiban terjadi. Sisi-sisi yang terbuka dari silinder baja tersebut disatukan secara permanen menggunakan berbagai metode pengelasan canggih. Metode inilah yang menentukan tipe, kualitas, dan aplikasi ideal dari pipa welded tersebut.
Metode Pengelasan Utama: Teknologi di Balik Sambungan
Produsen memilih metode pengelasan berdasarkan faktor-faktor seperti ketebalan dinding, diameter pipa, kecepatan produksi, dan kekuatan yang dibutuhkan. Berikut adalah tiga metode utama yang paling dominan di industri.
1. Pengelasan Resistansi Listrik (ERW & HFW): Cepat dan Efisien
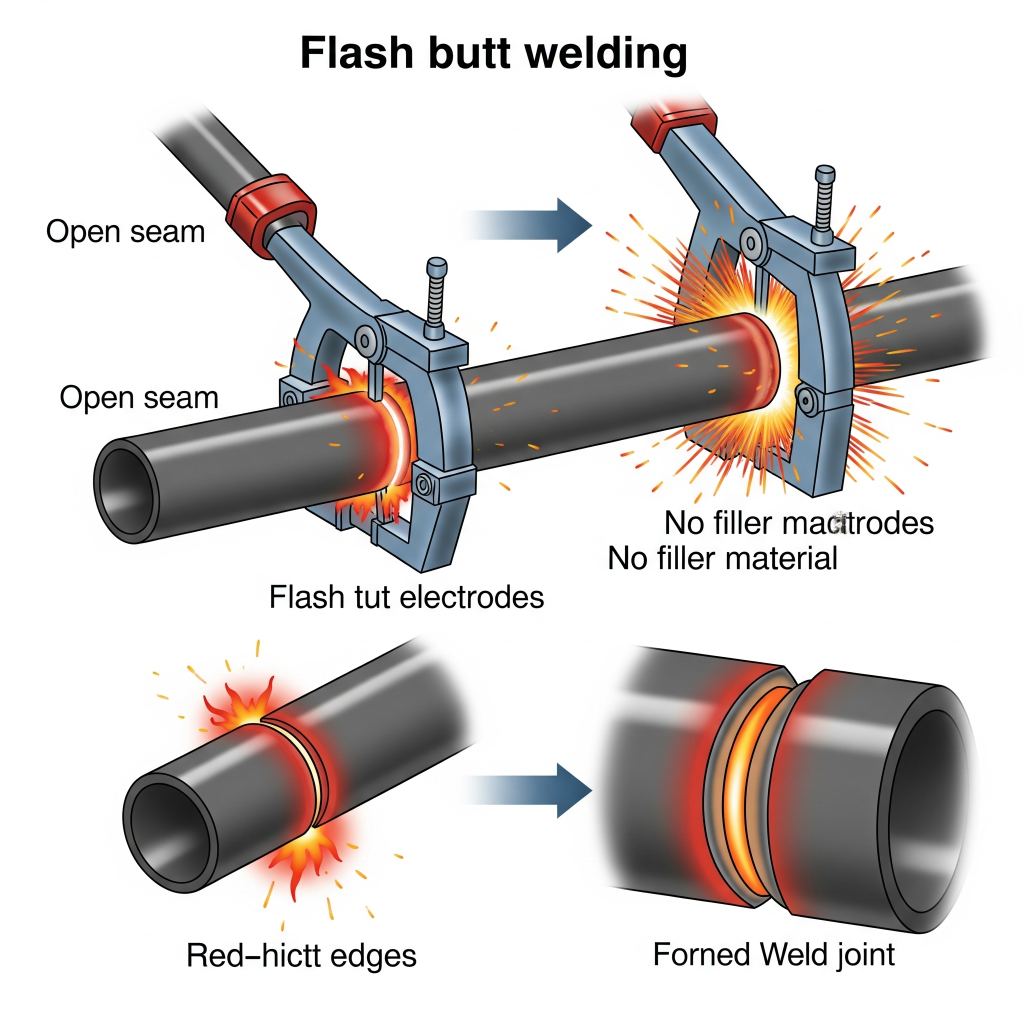
Metode ini menyatukan dua sisi pipa seperti “menjahit tanpa benang,” artinya tidak ada material pengisi (filler metal) yang digunakan. Panas dihasilkan langsung pada material itu sendiri.
- Electric Resistance Welding (ERW): Ini adalah istilah umum untuk proses yang menggunakan hambatan listrik untuk menghasilkan panas. Versi awalnya menggunakan frekuensi rendah.
- High-Frequency Welding (HFW): Ini adalah versi modern dan superior dari ERW. Generator menghasilkan arus listrik berfrekuensi tinggi (100-800 kHz) yang dialirkan melalui elektroda ke tepi pipa. Proses ini memanaskan tepi baja hingga ke titik leleh dalam hitungan milidetik, kemudian roller bertekanan tinggi akan menekan kedua sisi tersebut hingga menyatu dengan sempurna.
Keunggulan: Proses HFW sangat cepat, efisien secara energi, dan menghasilkan sambungan las yang sangat bersih dan kuat. Sangat cocok untuk produksi pipa massal dengan diameter kecil hingga menengah.
2. Pengelasan Busur Terendam (Submerged Arc Welding – SAW): Kekuatan untuk Pipa Besar
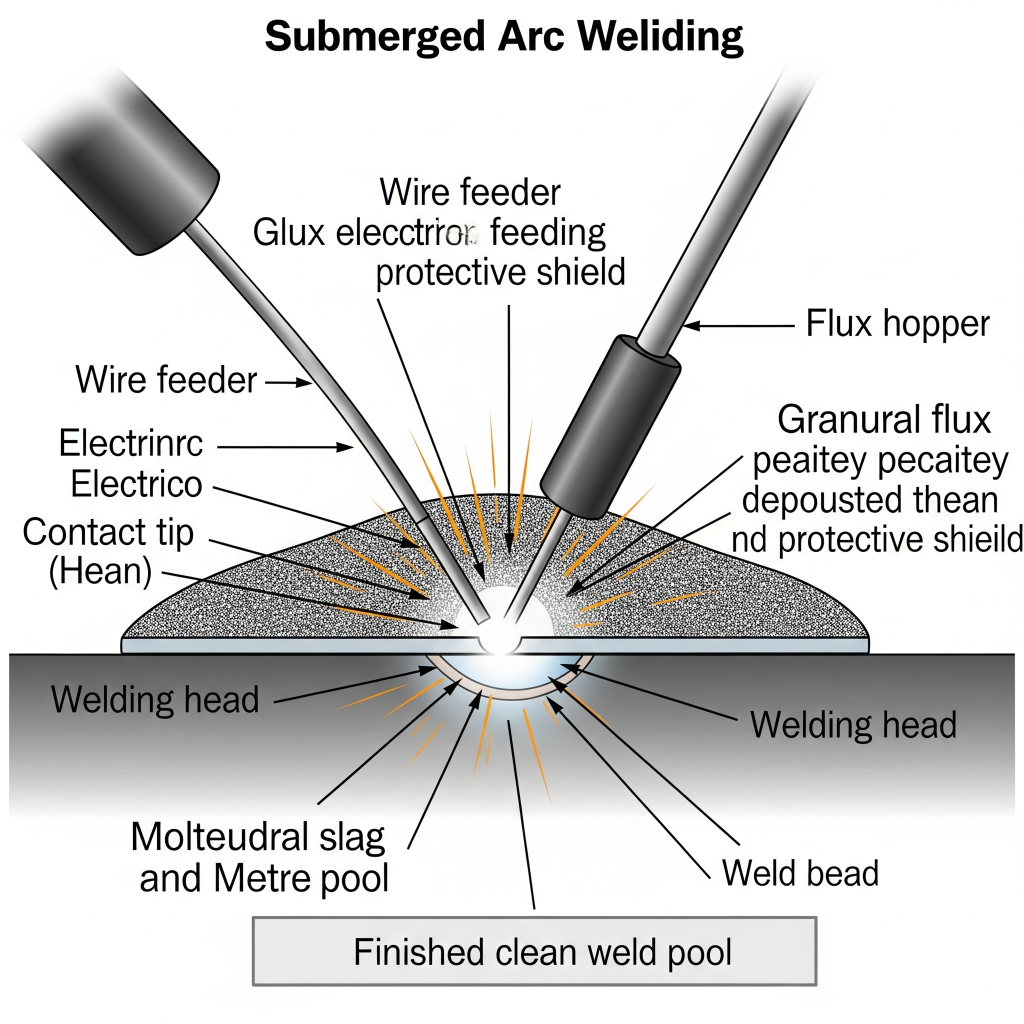
Berbeda dengan HFW, metode SAW menggunakan material pengisi eksternal. Bayangkan proses ini seperti busur las yang bekerja di bawah “selimut” pelindung dari material granular yang disebut fluks (flux). Fluks ini melindungi area las dari kontaminasi atmosfer, menghasilkan sambungan yang sangat kuat, padat, dan berkualitas tinggi.
Proses SAW terbagi menjadi dua jenis berdasarkan cara pembentukan pipanya:
- Pipa SAW Lurus (LSAW – Longitudinal SAW): Lembaran baja dibentuk menjadi silinder, kemudian satu atau dua sambungan las dibuat lurus sepanjang pipa. Proses ini ideal untuk pipa berdinding tebal yang membutuhkan kekuatan struktural maksimal.
- Pipa SAW Spiral (SSAW – Spiral SAW): Strip baja yang lebih sempit digulung membentuk spiral seperti permen lolipop, dan sambungan las dibuat mengikuti alur spiral tersebut. Metode ini sangat ekonomis untuk memproduksi pipa berdiameter sangat besar.
Keunggulan: Menghasilkan sambungan las yang sangat kuat dan tangguh, ideal untuk pipa berdiameter besar dan aplikasi yang menuntut kekuatan tinggi.
3. Metode Khusus: Electro Fusion Welding (EFW)
Metode ini sedikit berbeda dan tidak umum untuk pipa baja. EFW secara khusus digunakan untuk menyambungkan pipa plastik, seperti Polyethylene (PE) dan Polypropylene (PP). Proses ini melibatkan fitting khusus yang memiliki kumparan logam di dalamnya. Saat arus listrik dialirkan, kumparan memanas dan melelehkan permukaan fitting dan pipa, lalu menyatukannya saat dingin.
Tabel Perbandingan Metode Pengelasan
| Fitur | HFW (High-Frequency Welding) | SAW (Submerged Arc Welding) |
| Prinsip Kerja | Resistansi listrik frekuensi tinggi | Busur listrik terendam fluks |
| Material Pengisi | Tidak ada | Ya (Kawat Elektroda) |
| Bentuk Sambungan | Lurus (Longitudinal) | Lurus (LSAW) atau Spiral (SSAW) |
| Aplikasi Utama | Pipa diameter kecil-menengah | Pipa diameter besar, dinding tebal |
| Kecepatan Produksi | Sangat Cepat | Sedang |
| Kelebihan | Efisien, sambungan bersih | Sambungan sangat kuat, kualitas tinggi |
Kesimpulan: Proses yang Tepat untuk Aplikasi yang Tepat
Setiap metode pengelasan pipa welded menawarkan kombinasi unik antara kecepatan, biaya, kekuatan, dan kualitas. Pemilihan proses yang tepat bergantung pada tujuan akhir penggunaan pipa tersebut. Dengan memahami bagaimana setiap pipa dibuat, Anda dapat membuat keputusan yang lebih cerdas saat memilih material untuk proyek Anda, memastikan Anda mendapatkan kinerja dan nilai terbaik.





Leave a Reply